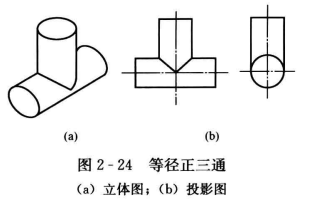
等徑正節通的立體圖和投影圖如圖2-24所示。
1、等徑正三通管的展開作圖方法和步驟如圖2-25所示。
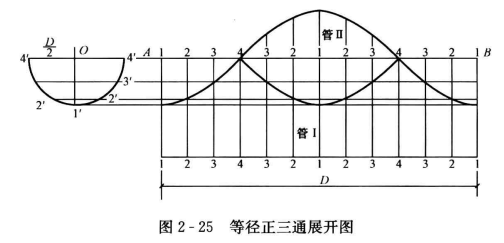
1)以O為圓心,以1/2管外徑(即D/2)為半徑作半圓,并將半圓弧分6等分,其等分點為4', 3', 2', 1', 2', 3', 4'。
2)將半圓上的直線4'-4'向右引延長線AB,且AB線長等于管外徑的周長(即πD)。
3)將AB線12等分,自左向右等分點的順序標號為1, 2, 3, 4, 3, 2,1, 2, 3, 4, 3, 2, 1.
4)作直線AB上各等分點的垂直線;同時,由半圓上各等分點((1', 2',3' , 4')向右引水平線,與各垂直線相交。將所得到的對應點連接成光滑曲線,此曲線為管I(雄頭樣板)的展開圖樣。
5)以直線AB為對稱線,將4-4范圍內的垂直線對稱地向上截取,并連成光滑曲線,即得到管II(雌頭樣板)的展開圖樣。
2、等徑正三通的制作。首先,在管道上畫出定位中心線,然后用雌雄樣板裹著管道,對準中心用石筆畫出切割線,便可進行開孔切割。對碳鋼大口徑管,采用氧乙炔焰進行切割.小口徑管采用手鋸切割,對不銹鋼及有色金屬管通常采用鉆床、銑床或幢床進行開孔,小口徑管也可用手鋸開孔;用鉆床開孔時,若孔徑較小應一次鉆好。孔徑較大時,可按孔徑輪廓先鉆出若干個?8~?12mm的小孔,用風鏟鏟除殘留部分,并用角向砂輪機磨光。
等徑正三通制作時,主管上的開孔應按支管內徑的尺寸。主管與支管組對時,最上部為角焊縫,尖角處為對接焊縫,其余部分為過渡狀態。因此,主管的開孔在角焊處不開坡口,而應在向對焊處伸展的中點處起開坡口,到對焊處為30°。支管要全部開坡口,坡口的角度在角焊處為45°,對焊處為30°,從角焊處向對焊處逐漸縮小坡口角度,均勻過渡,如圖2-26所示。
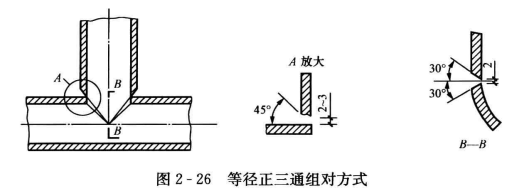
三通組對時,主、支管位置要正確,不能錯口。制作后在平面內支管不應有翹曲,組對間隙在角焊處為2-3mm,對焊處為2mm。支管的垂直偏差不應大于其高度的1%且不大于3mm。各類三通的制作均應符合上述要求。