1.焊縫位置
管道的焊縫位置應(yīng)符合下列規(guī)定:
(1)管道對(duì)接時(shí),兩相鄰管道的焊縫間距應(yīng)大于管徑,且不得小子200mm。
(2)不允許在焊縫所在處開孔或安分支連接管。
(3)管道上對(duì)接焊縫距彎管起彎點(diǎn)不應(yīng)小于管子外徑,且不得小于100mm。
(4)鋼板卷管對(duì)焊時(shí),鋼板卷管上的縱向焊縫應(yīng)錯(cuò)開一定距離,一般應(yīng)為管子外徑的1/4~1/2,但不得小于100mm。
(5)管道上的焊縫不得放在支架或吊架上,也不得設(shè)在穿墻或穿梭板的套管內(nèi),焊縫離支吊架的距離不得小于100mm。

2.管道對(duì)接要點(diǎn)
(1)根據(jù)管件壁厚和管徑選擇適當(dāng)?shù)暮附臃椒ā:附忧皯?yīng)清除接口處的浮銹、污垢和油脂。焊區(qū)自然溫度過低時(shí),應(yīng)進(jìn)行預(yù)熱。預(yù)熱溫度通常為100~200℃,預(yù)熱長度為200~250mm。
(2)管壁較厚時(shí),應(yīng)按規(guī)定開坡口。
(3)等徑管對(duì)焊時(shí),管壁厚度差不應(yīng)大于3mm。否則,應(yīng)將管壁較厚的管件端部進(jìn)行適當(dāng)加工,以保證管壁平滑過渡。異徑管對(duì)焊時(shí),應(yīng)將大管的管口壓小成錐形,使對(duì)口處管徑一致,不圓的管子組對(duì)前應(yīng)進(jìn)行修整。
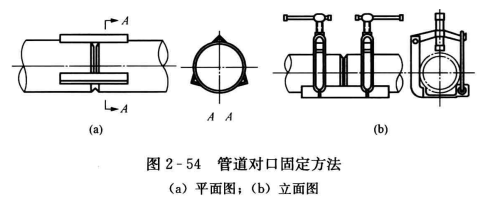
(4)管道接口處的斷面應(yīng)與管的中心線垂直。其垂直度可用樣板檢查。焊接前應(yīng)認(rèn)真對(duì)正,保證兩根管子的軸線重合,組對(duì)時(shí),要用定心夾持器固定進(jìn)行點(diǎn)焊,然后再正式焊接,如圖2-54所示為常用的固定方式。
(5)盡量采用平焊。管件對(duì)口焊接時(shí),盡可能采用活動(dòng)焊口,使焊口可轉(zhuǎn)動(dòng),以保持平焊最佳位置。焊接固定焊口或橫焊口時(shí),應(yīng)采用短弧焊接。
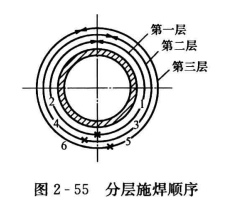
(6)焊接公稱直徑DN<200mm的轉(zhuǎn)動(dòng)焊口時(shí),可單方向平焊完成。焊接公稱直徑DN>200mm的管件時(shí),應(yīng)分段施焊.管壁厚度大于6mm時(shí),應(yīng)分層施焊,每層方向應(yīng)相反且焊接起點(diǎn)錯(cuò)開,如圖2-55所示。焊接另一層之前必須將前一層的焊渣和碎屑清除干凈。
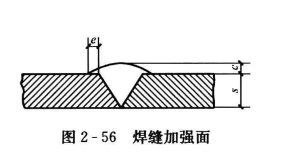
(7)焊縫應(yīng)有一定的加強(qiáng)面,如圖2-56所示。