為了保證管與管之間精確的連接,管道的彎曲是制冷工程中很難避免的.其方法分熱彎和冷彎。冷彎辦法將管子彎曲。管子彎曲半徑一般為4~5d(d為管子的外徑),大管宜用偏大的彎曲半徑。在氟利昂制冷系統(tǒng)中,由于氟的重度大,管道這曲應(yīng)平滑而不能太急,一般用5~6d作彎曲半徑。管子連接方式一般有三種:焊接,螺紋連接以及法蘭連接。
焊接。管道的焊接可采用電焊,銀鈣焊、鋼焊等,紫銅管與無(wú)穎鋼管都適用。紫銅管的焊接最好采用銀釬焊,因?yàn)殂y鎳焊在焊接時(shí)溫度低,焊料的流動(dòng)性能好。常用銀針料牌號(hào)為LAg45,含銀量為45%其余為銅。助焊劑為XH4210,在沒(méi)有銀鈣焊的條件下,也可采用銅焊,銅焊的焊接強(qiáng)度比較高,但由于銅焊所需的溫度高,容易引起紫鋼管的氧化變質(zhì),使管子的強(qiáng)度下降,所以銅焊時(shí)應(yīng)注意掌握溫度。
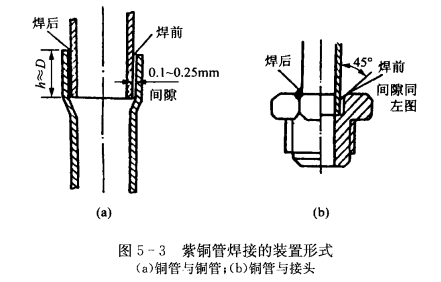
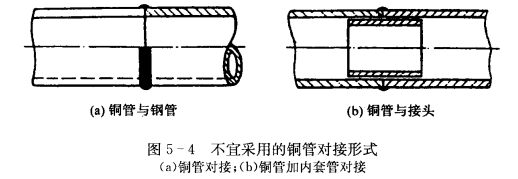
相同直徑紫銅管的對(duì)焊,應(yīng)采用插入焊的結(jié)構(gòu)形式,見(jiàn)圖5-3。紫鋼管的一端用鋼沖模沖成擴(kuò)口,將接頭部分內(nèi)外表面用砂布擦亮,并插入擴(kuò)口內(nèi)壓緊,以免焊接時(shí)焊料從間隙流進(jìn)管內(nèi),焊接時(shí)最好將管子垂直安放。同管徑對(duì)接時(shí),不宜采用如圖5-4所示的焊接方式,因紫銅管壁薄,難保證焊接質(zhì)量。
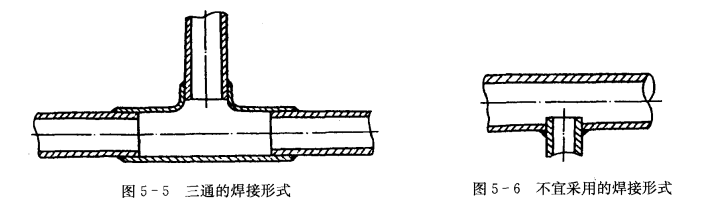
如果要連接三通管,則應(yīng)預(yù)制三通接頭,應(yīng)按圖5-5所示的方式焊接,不宜采用如圖5-6所示的焊接方式。
無(wú)縫鋼管一般采用電焊,不宜采用氣焊,因?yàn)闅夂傅膽?yīng)力難以消除,可采用對(duì)接方式進(jìn)行焊接。管口事先加工成適當(dāng)?shù)钠驴诓趴梢赃M(jìn)行焊接。焊料為低碳焊條,材料的牌號(hào):氣焊一一08鋼氣焊條,電焊一一結(jié)422或426。管路焊接后,經(jīng)檢漏發(fā)現(xiàn)有滲漏點(diǎn)時(shí)應(yīng)進(jìn)行補(bǔ)焊,補(bǔ)焊時(shí)應(yīng)注意:
①不可在管路系統(tǒng)內(nèi)有壓力存在的情況下進(jìn)行補(bǔ)焊,否則操作既不安全,補(bǔ)焊質(zhì)量也不好。
②補(bǔ)焊前要清除表面的油漆、銹層并用紗布擦干凈。
③原為銅焊的可用釬料補(bǔ)焊,能達(dá)到滿意的質(zhì)量要求,原為銀釬焊的應(yīng)仍用銀釬焊進(jìn)行補(bǔ)焊,磷銅焊的智能因磷銅焊料進(jìn)行補(bǔ)焊,錫釬焊也只能為錫合金補(bǔ)焊。