制冷系統(tǒng)管道的焊接方法有氣焊、電焊兩種。
氟利昂制冷系統(tǒng)的管道連接一般采用氧氣一乙炔氣焊設(shè)備或氧氣一液化石油氣氣焊設(shè)備進行焊接。銅管與銅管的焊接可選用銅磷焊條(牌號有H L203 , H L204 , H L909 ),不需要用焊劑。銅管與鋼管或者鋼管與鋼管的焊接可選用銀銅焊條(牌號有HL301 , HL-302,HL303, HL312)或者銅鋅焊條(牌號有HL103 ),需要活性化焊劑。
氨制冷系統(tǒng)管道外徑為57mm以下一般采用氣焊,當竹壁厚度達到3mm以上時采用焊條電弧焊。無縫鋼管焊接應(yīng)注意以下事項:
1)焊條成分與焊件成分相同,常用的氣焊絲為鋼絲(0. 8mm),電焊條用T422焊條。
2)焊接管道之間要有一定的間隙,以便鐵液滲入,增強焊接強度。
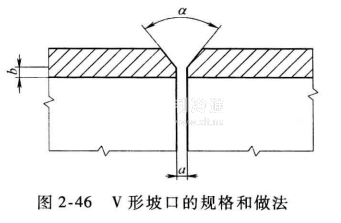
3)壁厚4mm以下的管道對焊一般不開坡口直接對齊管口進行焊接,而壁厚4mm以上的管道對焊需要開坡口,坡口可用砂輪機或氣割加工。V形坡口的規(guī)格和做法如圖2-46所示。
4)管道焊接時對準管口,管口偏差不應(yīng)超過以下數(shù)值:管道壁厚小于6mm,偏差不超過0. 25mm;管道壁厚6~8mm,偏差不超過0. 5mm。
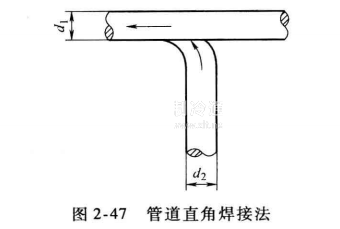
5)管道呈直角焊接時,管道應(yīng)按制冷劑流動方向彎曲,機房吸入總管接出支管時,應(yīng)從上部或中部接出,以避免壓縮機開機時液體突然進入壓縮機而引起倒霜。壓縮機的排氣管接入排氣總管時,支管應(yīng)順制冷劑流向彎曲,并從總管的側(cè)面按入,以減少阻力,如圖2-47所示。
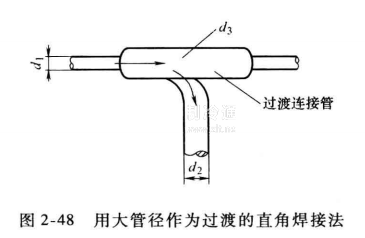
6) D38以下的管道呈直角焊接時,可用一段較大管徑的無縫鋼管作為過渡連接,如圖2-48所示。
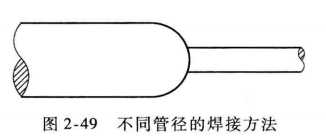
7)不同管徑的管道焊接時,應(yīng)將大管徑的管口滾圓縮小到與小管徑相一致時再焊接,如圖2-49所示。
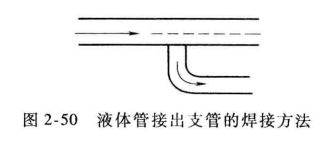
8)液體管上接出支管時,支管保證有充足的液量,支管應(yīng)從液管的底部接出,如圖2一50所示。
9)每個接頭焊接不得超過兩次,如超過兩次就應(yīng)鋸掉一段管道,重新焊接。在焊接彎管接頭時,接頭距彎曲起點不應(yīng)小于100mm。
10)各種管道焊接完成后,都要進行質(zhì)量檢查,焊縫不應(yīng)產(chǎn)生未焊透、咬邊、氣孔、夾渣、裂紋等缺陷。