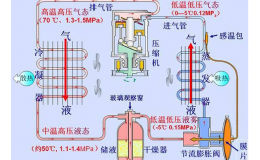
1.氣焊時銅管頗色與溫度關(guān)系
制冷系統(tǒng)管路接頭的焊接質(zhì)量直接影響制冷性能。為了確保焊接質(zhì)量,掌握焊接溫度是十分必要的。銅管顏色與溫度的關(guān)系。
2.焊接工件的嵌合間隙
焊接時,兩管之間要有適當?shù)那逗祥g隙,并要將被焊工件表面的氧化膜、油脂、臟物等清除干凈。
(1)套插銅管的間隙和深度。
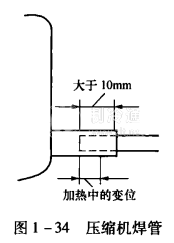
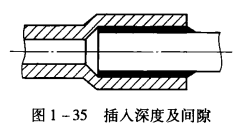
當制冷系統(tǒng)與壓縮機的管道焊接時,制冷劑管插人管道的深度必須有10mm,如圖1一34所示。若小于10mm,在加熱時插入管易變位(向外移動),導(dǎo)致焊堵。電冰箱制冷管道接頭插人深度及間隙要求如圖1一35所示。間隙一般選在0.05~0. 2mm之間。若接頭部分的間隙過大,則焊料難以均勻地滲人,會出現(xiàn)氣孔,導(dǎo)致系統(tǒng)漏氣;若間隙過小,則流進間隙的焊料減少,造成焊接質(zhì)量不好,焊口強度不夠或形成虛焊。
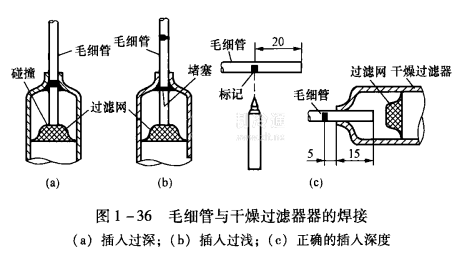
(2)焊接毛細管與干燥過濾器時,首先應(yīng)注意毛細管插入干燥過濾器中的深度。插入太深,可能撞壞過濾網(wǎng),易造成毛細管口被堵塞,如圖1一36 (a)所示;插入太淺,焊接時焊料會堵塞毛細管入口,制冷系統(tǒng)中的雜質(zhì)會積聚在毛細管人口造成臟堵,如圖1一36 (b)所示。正確的插入深度應(yīng)如圖1一36 (c)所示。