連桿的修復(fù)如下。
1.連桿大端變形的修復(fù)由于連桿大端瓦(指薄壁瓦)的余面高度太大,或兩側(cè)墊片(指原壁瓦)的原高度不一致,或放置不當(dāng),當(dāng)連桿螺栓擰緊時(shí)便產(chǎn)生變形,如圖3-33所示。
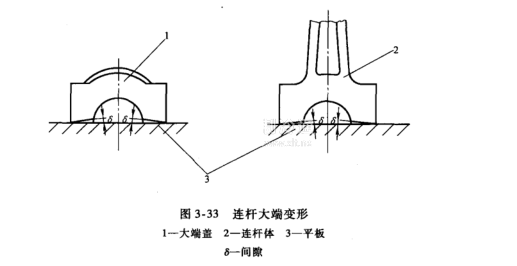
1)鏜修大端孔。將連桿體和大端蓋的兩剖分面分別磨去少許,使剖分面垂直于桿體,然后將大端蓋組裝在桿體上,按大、小孔中心距尺寸重鏜大端孔至規(guī)定尺寸。
2)檢修兩螺栓孔。檢查兩螺栓孔的圓度、平行度、圓柱度及兩螺栓孔的兩端平面對(duì)其軸心線的垂直度。若不符合規(guī)定要求,應(yīng)進(jìn)行鏜孔或餃孔修復(fù),并按修復(fù)后的孔徑配制螺栓。
2.連桿小頭孔磨損的修復(fù)由于小頭村套與小頭孔的配合松動(dòng),在運(yùn)轉(zhuǎn)中發(fā)生相對(duì)轉(zhuǎn)動(dòng)而磨損。
1)筐小頭孔。將套取出,量準(zhǔn)大、小頭孔中心距尺寸,按技術(shù)要求鏜削小頭孔。
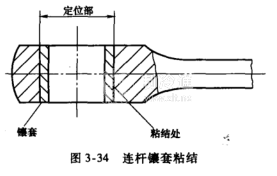
2)配村套。按鏜孔的實(shí)際尺寸制作村套外徑,保證其過盈量。襯套與孔的配合應(yīng)是H7/r6.或用鑲套粘結(jié)法修復(fù),如圖3-34所示。
3.連桿體的彎曲、扭曲變形的修復(fù)
(1)校正變形在測得連桿變形量后,對(duì)中、小型連桿,可用機(jī)械加壓冷校法進(jìn)行校正;大型連桿用機(jī)械熱壓法校正。其操作方法與校正曲軸變形的方法相同。
(2)偏差的修正校正后的連桿,要對(duì)大、小端平面進(jìn)行磨削或刮研修正,以使其平行。同時(shí),注意不要因熱壓校正而引起新的裂紋或其他有損質(zhì)量的缺陷。
4.連桿螺栓頭及螺母支承面的修復(fù)與更換
(1)螺栓頭部與螺母支承面的修復(fù)如果螺栓、螺母的支承面與孔端面有接觸不良或劃傷、擦痕等情況,進(jìn)行刮研修復(fù)。
(2)螺栓和螺母的更換在使用過程中,一旦發(fā)現(xiàn)有以下情況之一時(shí),應(yīng)立即予以更換。
①螺紋損壞或配合松動(dòng)。
②發(fā)現(xiàn)裂紋。
③螺栓產(chǎn)生過大的殘余變形。
5.修理技術(shù)要求
①連桿大、小端孔直徑公差為H7級(jí)精度,螺栓孔直徑公差為H8級(jí)精度,各孔表面粗糙度值不大于Ral.6um。
②連桿大、小端孔的圓柱度不低于7級(jí)精度。
③連桿小頭孔對(duì)大端孔軸心線的平行度不低于6級(jí)精度。
④兩螺栓孔軸心線的平行度不低于9級(jí)精度,兩螺栓孔的端面對(duì)其軸心線的垂直度不低于6級(jí)精度。